

Необходимые условия для производства высококачественных наконечников для пипеток
Наконечники для пипеток являются наиболее распространенными расходными материалами, используемыми в лаборатории.Требует высокой точности размеров и хорошей концентричности, в то же время внутренняя стенка должна быть гладкой, без следов текучести, а на кончике - без заусенцев.
Поясним технологические моменты производственного процесса:
1 выбор производственной среды
Наконечники следует использовать для молекулярного обнаружения, диагностики in vitro, предварительного скрининга и других экспериментов, поэтому производство наконечников для пипеток более требовательно к окружающей среде, поскольку присутствие посторонних организмов на поверхности наконечников может напрямую повлиять на результаты анализа.В настоящее время стандартным выбором являются мастерские без пыли на уровне сто тысяч.
2 выбора производственного оборудования
Изделия с наконечниками имеют много отверстий, глубокую полость, тонкие стенки и быстрый цикл формования, которые должны иметь высокую эффективность формования, низкий уровень отказов и долгосрочную стабильную работу с точки зрения выбора оборудования, поэтому высокоскоростная электрическая литьевая машина является Превосходный выбор со следующими характеристиками:
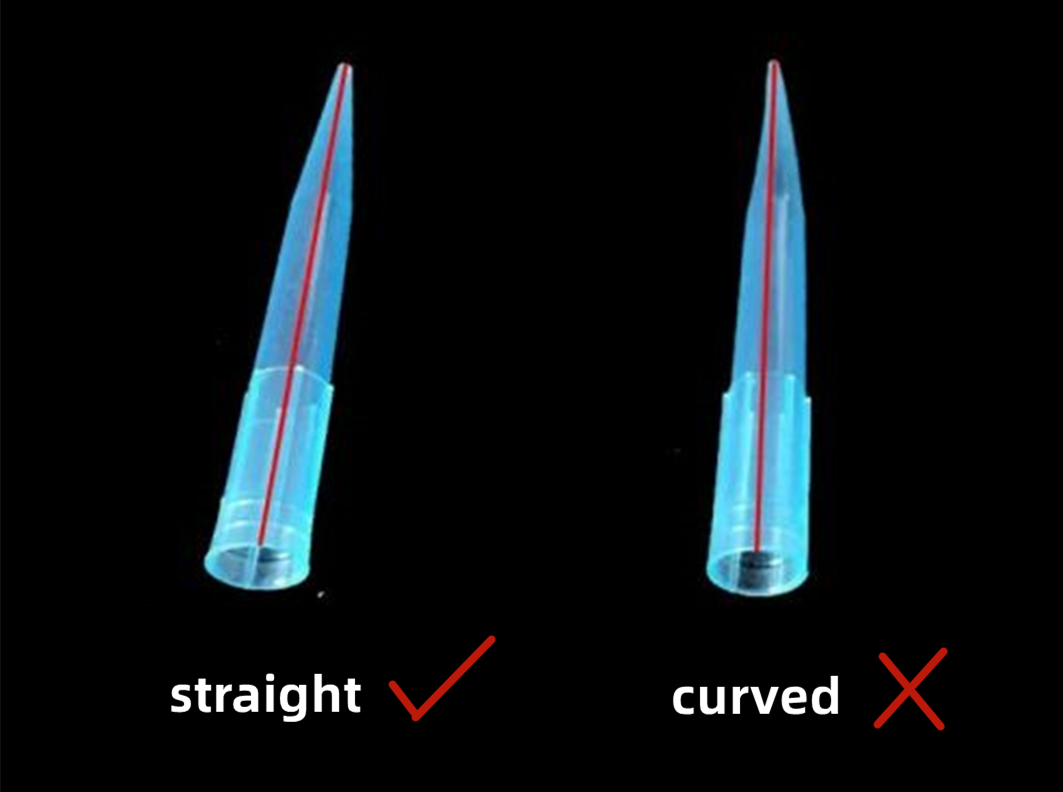
*Высокоскоростная электрическая машина для литья под давлением отвечает требованиям прецизионных тонкостенных изделий, уменьшая напряжение, снимая прямолинейность кончика пипетки, образующуюся кончиком пипетки во время формования;
* Скорость и точность в открытом режиме более стабильны при захвате положения продукта автоматическим манипулятором;
*Стабильность и более высокая воспроизводимость.Двигатель с несколькими силовыми установками управляется автономной системой, а пресс-форма позволяет выполнять одновременные действия.
3 соображения по поводу процесса
Основными нежелательными явлениями, связанными с наконечниками, являются отсутствие головки, деформация изгиба, края волос на голове и во рту, стабильность размеров и другие проблемы.В ответ на вышеуказанные проблемы в реальном производственном процессе необходимо отметить следующие моменты:
*Разумная скорость выброса.
Слишком быстрая скорость приведет к утечке воздуха и склеиванию наконечника, а выпуск газа не может быть плавным.Слишком медленная скорость приведет к большим внутренним напряжениям в изделии, изделие будет сгибаться, и прямолинейность будет недостаточной.Следует постепенно использовать восходящую форму и статус продукта для рационального наблюдения для выбора.
* Связано с сырьем
① Материалы с лучшей сыпучестью были выбраны для проверки основных параметров, что сделало удобную быструю загрузку сырья, выбор разумного давления, а также защиту прецизионных миль и снизило вероятность неприятных явлений.
② Разумная температура.Сырье ПП относится к кристаллическим материалам. Слишком низкая температура приведет к появлению материалов, медленно кристаллических продуктов, мутных и непрозрачных, изделия станут хрупкими и другим нежелательным явлениям, слишком высокая температура приведет к ухудшению прочности сырья.
*Разумное переключение V/P
Чтобы обеспечить относительно сбалансированный впрыск, ввод продукта в эксплуатацию должен постепенно заполняться из-за короткого выброса, продукты с коротким выбросом должны тщательно соблюдать баланс и эксцентриситет наполнения наконечника.И проектирование рационального переключения V/P.Избегайте таких ситуаций, как недостаток клея на кончике пипетки, края волос, отсутствие прямолинейности и т. д.
*Автоматизация
① Для автоматического действия всасывания необходимо установить манометр отрицательного давления для контроля значения изменения размера вакуума, одновременно устанавливая разумный диапазон вакуума и соединение оборудования, чтобы добиться ненормального действия при защите формы и вспомогательном обнаружении поломки продукта. .
② Заберите достаточное количество газа из плиты прибора, занимая как можно больше места для большей линии.
③ Для корпуса держателя трубы максимально выбран пластиковый материал + буферная конструкция.
Время публикации: 08 декабря 2022 г.